Explore our highly integrated, high-performance manufacturing inventory. Designed to meet the stringent demands of precision metal fabrication global buyers.



Established in 2010 in the heavy industrial corridor of Chengdu's Qingbaijiang District, Chengdu Suchen Environmental Protection Materials Co., Ltd. has developed into a highly diversified manufacturing powerhouse. Over the last 14 years, we have positioned ourselves as a pioneer in advanced metallurgy and precision manufacturing, operating three key industrial segments: plasma cutting and welding consumables, laser cutting and welding parts, and high-voltage DC relays.
With a strong focus on international industrial markets, our products cater to distributors, service providers, and Fortune 500 manufacturing corporations across Europe, the Americas, and Southeast Asia. We continuously invest in advanced CNC centers, high-pressure silver-copper co-extrusion technology, and quality control systems to ensure that high-efficiency plasma parts like the 420303 electrode achieve OEM-matching cutting life.
Explore Suchen Capabilities

As a global leader in high-performance electrodes and high-voltage DC components, Chengdu Suchen operates under the strict guidelines of "green sustainable development." We recognize that precision metal fabrication processes generate scrap and thermal discharge. To mitigate this impact, our manufacturing facility incorporates energy-saving CNC machineries, raw copper recycling paths, and non-hazardous manufacturing protocols.
By designing high-performance electrodes such as the 420303 model with prolonged operational lifespans, we actively reduce waste. In addition, our high-voltage DC relays serve as critical safety nodes in electric vehicles (EV) and photovoltaic microgrids, further cementing our commitment to a cleaner, electrified tomorrow.
Analyzing the design changes, raw material engineering, and cooling requirements that make 40A, 60A, and 80A electrodes indispensable to modern high-definition plasma cutting systems.
In the high-performance thermal cutting industry, high-definition (HD) plasma cutting systems represent the pinnacle of speed and kerf precision. At the heart of these systems is the electrode. The part numbered 420303 is specifically engineered to operate under varying current limits of 40A, 60A, and 80A, serving as the electrical emitter that maintains a stable plasma arc. As cutting operations scale up, the stability of this arc determines not only the edge roughness of the cut parts but also the operational lifetime of downstream components like nozzles and swirl rings.
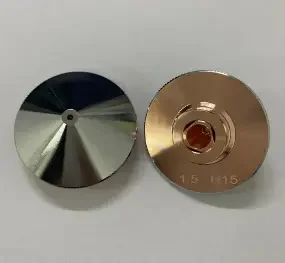
The fundamental physics of a plasma electrode centers on thermionic emission. An insert made of Hafnium (Hf) is embedded at the tip of a copper or silver-copper body. Hafnium has an exceptionally high melting point of 2,233°C, allowing it to withstand the thermal energy of the concentrated plasma arc. During operation, however, the hafnium insert slowly liquefies, vaporizes, and forms a shallow wear pit.
To prevent the hafnium from burning out prematurely, heat must be dissipated from the tip as rapidly as possible. Suchen’s 420303 electrodes utilize advanced silver-copper co-extrusion technology. By placing premium solid silver at the front section of the electrode, where thermal gradients are highest, thermal conductivity is increased by up to 30% compared to pure copper. This prevents localized overheating, ensuring that the hafnium wear rate remains steady, and significantly reduces the risk of blow-outs.
Combines the high thermal conductivity of silver (429 W/m·K) at the tip with the cost-effective mechanical strength of copper at the base.
Thread concentricity and outer diameters are machined to within ±0.005mm to ensure leak-free coolant flow and concentric gas alignment.
Utilizes only 99.99% pure, defect-free hafnium rods to avoid micro-voids that lead to premature electrode failure.
The 420303 electrode is versatile, operating across three primary current levels to accommodate different metal thicknesses, cut speeds, and shield gas configurations:
| Operating Amperage | Material Thickness Range | Optimal Plasma Gas | Optimal Shield Gas | Critical Features |
|---|---|---|---|---|
| 40A Cutting | 0.5 mm – 3.0 mm (Thin Sheet Metal) | Oxygen (O₂) | Air / Nitrogen (N₂) | Ultra-fine kerf width, minimal heat affected zone (HAZ), highest dimensional accuracy. |
| 60A Cutting | 3.0 mm – 8.0 mm (Medium Plates) | Oxygen (O₂) | Air / O₂ | Balanced cutting speed, optimal dross-free edge quality, stable pilot arc. |
| 80A Cutting | 8.0 mm – 15.0 mm (Heavy Structural) | Oxygen (O₂) / Nitrogen (N₂) | Air / N₂ | High penetration speed, designed for heavy-duty automated industrial gantries. |
For global procurement directors, purchasing plasma consumables is not just about comparing unit prices. A cheaper electrode that lasts only 2 hours of arc-on time is far more expensive than a premium electrode that lasts 4.5 hours. When an electrode fails, it often destroys the surrounding nozzle, causes workpiece rework due to a drifting bevel angle, and leads to costly downtime on heavy-duty cutting tables.
By maintaining high quality standards, Chengdu Suchen guarantees that our aftermarket 420303 electrodes match original OEM performance specs. This allows distributors to offer their local markets a reliable alternative that lowers the Total Cost of Ownership (TCO) by up to 40%.
Driven by integrity, technical innovation, and customer-centric industrial services.

We aim to become a globally recognized partner for green manufacturing and new energy components. By integrating advanced production methods and low-emission materials, Suchen enables modern industries to minimize their environmental footprint while achieving high cutting efficiency.
We operate on the principles of "Integrity, Cooperation, and Win-Win." We treat partners with honesty and build transparent relationships. Through collaborative engineering and knowledge sharing, we help distributors expand their market presence and optimize their inventories.
Upholding a "customer-first" philosophy, Suchen provides end-to-end technical support, flexible MOQ configurations, and rapid air/sea logistics options. Our engineering team assists clients with machinery settings, parameter optimization, and troubleshooting to maximize productivity.
Our manufacturing and testing protocols align with strict international benchmarks, ensuring safety and compliance across global markets.





How Suchen is preparing for the future of automated, intelligent cutting lines, and the materials required for high-frequency operations.
As metal fabricators transition toward fully automated smart factories, plasma cutting torches are being operated for longer continuous run times. Standard electrodes often struggle under these high-demand cycles. Suchen’s technical roadmap addresses these challenges through three primary initiatives:
Research indicates that doping pure Hafnium with trace amounts of transition metals like Tungsten or Zirconium improves its thermal and mechanical stability under high pressures. This modification slows down the rate of cavity formation, extending the lifetime of the 420303 electrode tip by an estimated 15% to 20% during 80A operations.
Standard press-fitting techniques can sometimes leave micro-gaps at the junction where silver meets copper. These gaps act as thermal barriers, limiting heat transfer. Suchen is transitioning toward a vacuum-brazed or laser-welded bonding method. This ensures a seamless transition between the silver tip and the copper casing, optimizing thermal dissipation.
Global industrial regulations like RoHS and REACH demand the reduction of toxic components in alloys. Suchen ensures that all copper, silver, and welding compounds used in our 420303 electrodes are fully lead-free and chromium-free. This compliance ensures that our products are ready for importation and distribution in highly regulated markets, including the European Union and North America.
Answers to common technical and operational questions regarding the 420303 electrode.
Premature wear is typically caused by insufficient gas flow, improper pilot arc settings, or impurities in the plasma gas line (such as oil or moisture). Ensuring clean, dry air and inspecting gas hoses can help prevent early breakdown.
Inspect the hafnium insert at the center of the electrode tip. Once the wear pit depth exceeds 1.5mm to 2.0mm, the electrode should be replaced. Continuing to use a worn electrode can result in a damaged nozzle or torch head.
Silver has a higher thermal conductivity than copper. Using a silver-copper hybrid design helps dissipate heat away from the hafnium insert faster, lowering the tip temperature and extending the operational life of the consumable.
Yes. The 420303 electrode is designed to accommodate different cutting currents when paired with the correct nozzle sizes and gas flow rates, making it a versatile option for various metal thicknesses.
Explore additional laser cutting components, DC relays, and replacement plasma parts offered by Chengdu Suchen.