







In the field of high-power thermal processing, particularly fiber laser cutting systems, the choice of consumables has a direct impact on operational efficiency, edge quality, and overall production costs. The D32 laser cutting nozzle, featuring a 32mm external diameter, is a standard specification used by leading cutting head manufacturers such as Precitec, Raytools, and WSX. Acting as the final boundary before the laser beam and auxiliary gas interact with the workpiece, its design is critical to maintaining cutting stability.
Mainly utilized with Nitrogen (N2) or compressed air as the cutting gas, single-layer configurations are designed for high-speed cutting of stainless steel, aluminum alloys, and brass. They prevent oxidation and keep the cutting channel clear of slag.
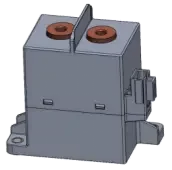
Featuring an internal core designed for Oxygen (O2) cutting of carbon steels. The secondary gas layer acts as a buffer to stabilize the chemical reaction, minimizing heat-affected zones (HAZ) and reducing slag build-up.
An electroplated protective chrome layer prevents spatter adhesion and reduces wear during high-temperature operations, extending the overall lifecycle of the nozzle.
As global manufacturers seek to optimize their supply chains, sourcing from specialized Chinese factories has become a strategic option. Chengdu Suchen Environmental Protection Materials Co., Ltd., based in the Qingbaijiang District of Chengdu, operates at the center of this manufacturing ecosystem. With 14 years of production experience, Suchen integrates research, design, and manufacturing processes.
We use high-conductivity tellurium copper (such as alloy HPb59-1 or equivalent pure copper variants) to fabricate our D32 laser cutting nozzles. Tellurium copper provides the electrical and thermal conductivity required to maintain capacitive sensing height tracking, ensuring consistent focus alignment during high-speed cutting.
The internal flow channel design is machined with high precision to prevent gas turbulence. A laminar auxiliary gas flow is essential for removing molten metal from the kerf cleanly, directly impacting the quality of the cut.
Suchen's manufacturing facility uses high-precision CNC lathes to turn and thread each nozzle. The internal bore must be concentric with the external thread within microns. Any deviation in coaxiality can cause the gas jet to deflect the laser beam, leading to micro-dross, burns, or optical damage to the protective windows.
Our multi-stage inspection process ensures that each batch conforms to original equipment specifications, offering a cost-effective alternative for global laser operators.
Chengdu Suchen Environmental Protection Materials Co., Ltd. operates under a business philosophy focused on "green sustainable development." We design products and manage processes to support environmental responsibility and energy efficiency.
To become a globally recognized supplier of environmental materials and new energy components, driving the green transformation of the manufacturing industry. We support multiple Fortune 500 companies and work to continuously improve product performance to meet shifting market demands.
Suchen operates on the core values of "integrity, cooperation, and win-win." We establish relationships with customers and suppliers based on transparent communication, technical support, and joint efforts to achieve business growth.
Our "customer first" service model ensures that technical issues, customs clearance, and product customisation requests are managed promptly. We work closely with client engineering departments to resolve cutting issues.
As fiber lasers move toward higher output levels (20kW, 30kW, and 40kW+), traditional consumables can degrade under the intense heat. D32 nozzles have been re-engineered to handle high thermal stress. Their surface-to-volume ratio enables efficient dissipation of reflected heat, protecting the cutting head's internal optics.
Modern cutting heads rely on capacitive sensor loops to maintain a constant distance between the nozzle tip and the metal sheet. Chengdu Suchen's D32 nozzles maintain precise dimensional tolerance and concentricity, ensuring stable capacitance signals and preventing collisions with tilted metal components.
In structural steel fabrication, shipping, and heavy equipment manufacturing, cutting thick plates requires stable gas flow. Our custom double-layer D32 nozzles are designed to optimize oxygen flow, reducing slag formation. For thin-to-medium sheet metals, our single-layer designs support high-pressure nitrogen cutting to maximize throughput.
Our products and manufacturing processes are certified to meet international quality, safety, and environmental standards, ensuring compliance for global projects.



Located in Chengdu's Qingbaijiang District—a hub for China-Europe freight rail links—we offer flexible shipping options across Europe, Central Asia, and the Americas. Suchen manages customs documentation and packaging requirements to ensure components arrive safely and on schedule.
Our team provides end-to-end support, including initial technical consultation, coordinate drawing approval, production tracking, and post-delivery validation.
Single-layer D32 nozzles are used with inert gases like Nitrogen (N2) or compressed air, typically for cutting stainless steel, aluminum, and brass at high speeds. Double-layer nozzles include an internal core designed for Oxygen (O2) cutting of carbon steels, helping to stabilize the gas stream and reduce oxidation slag.
Tellurium copper provides a balance of thermal and electrical conductivity alongside machinability. This conductivity is necessary for maintaining precise capacitive distance sensing, protecting the laser cutting head from collisions.
If the nozzle exit hole is not aligned with the laser beam axis, the auxiliary gas jet will hit the melt pool unevenly. This misalignment leads to dross formation on one side of the cut, a wider kerf, and accelerated wear on the protective window due to spatter.
We offer customization of the internal bore diameter (ranging from 0.8mm to 5.0mm), variations in thread lengths, specialized internal flow channel geometries, and anti-adhesion coatings like chrome plating or nickel plating for high-power applications.

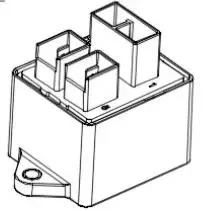





In thermal material processing, the nozzle does not simply direct auxiliary gas. It acts as an aerodynamic restrictor that shapes the kinetic gas stream. When utilizing a D32 laser cutting nozzle, engineers must align laser output power, focal point location, auxiliary gas pressure, and nozzle tip diameter.
To prevent localized overheating and ensure consistent cut quality, the laser beam must pass directly through the geometric center of the nozzle exit bore. Any misalignment can cause the laser beam to clip the nozzle edge. This clipping distorts the beam profile and heats the nozzle, which can damage the sensor assembly. We maintain strict concentricity tolerances during manufacturing to support stable beam alignment.
The cutting head uses capacitive sensing to maintain a set distance (standoff height) from the metal sheet, typically between 0.5mm and 2.0mm. Suchen’s D32 nozzles are machined to precise outer dimensions, providing a stable surface area that keeps the capacitive sensor calibrated even during high-acceleration profiling.
At laser power levels exceeding 10kW, back-scattered light can heat the nozzle assembly. Without effective heat dissipation, the copper nozzle can deform, changing the shape of the gas exit bore. Suchen uses high-grade tellurium copper to ensure rapid heat transfer away from the tip, maintaining bore geometry during extended runs.
Choosing Suchen's replacement components helps operators reduce consumable replacement frequency while maintaining cut quality across various sheet metal materials.